
总部电话:135-2877-5529
日期:2025-02-26 编辑:杏彩体育网 五金 阅读: 10
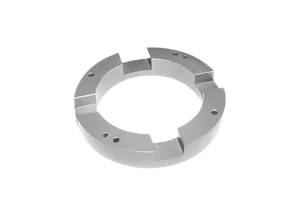
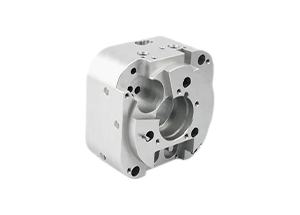
在现代工业生产中,电机的制造精度要求越来越高。其中,电机端盖作为电机的重要组成部分之一,在很大程度上决定了电机运行时的稳定性与可靠性。而电机端盖上的孔圆度直接影响着轴承等关键部件的工作性能。










 135-2877-5529
135-2877-5529









 微信qq咨询了解
微信qq咨询了解